General Info
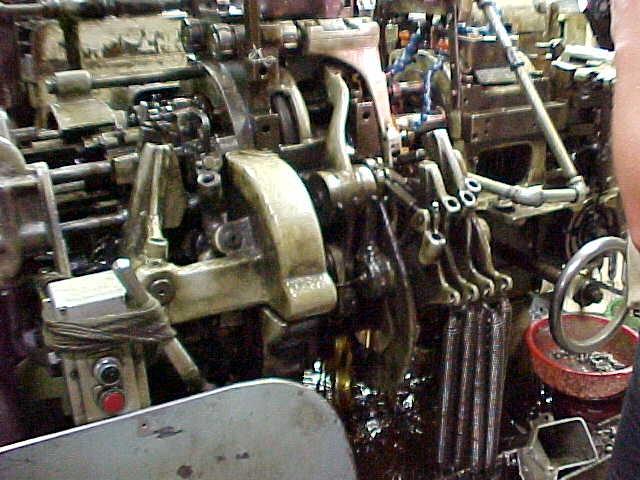
The Davenport 5 spindle automatic screw machine was originally built
in 1909. It is the one screw machine that has had the least design changes
made to it since its' construction. This means that parts made for new
machines today are able to fit machines as old as 70 years old. Because
of this, it is one of the least expensive screw machines to maintain.
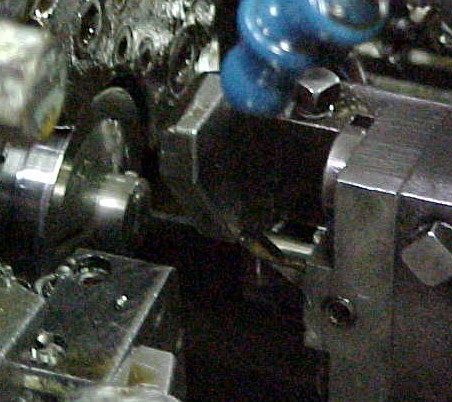
The machine is designed to manufacture parts at rates from 120-4500
pieces per hour. Hourly rates on the Davenport range from $25-70/hr.
depending on the shop doing the work and complexity of the job.
Lead times in most shops ranges from 4 to 12 weeks normally, depending
on the economy.
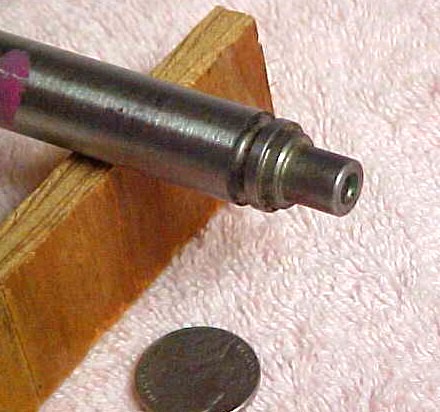
Most parts are made complete with no secondary operations required,
thus reducing the overall cost of the part.
If you are doing business with a Davenport shop, you should expect
clean parts with no scratches, marks or chatter. They should come free
of all burrs and have the appropriate chamfers, whether called out on
the print or not. Any Davenport shop should chamfer the parts unless
a sharp corner is called out on the print.